| Резьба и резьбовые соединения |
Сегодня понятия резьбы и её элементов являются общепризнанными и базируются на системе резьбовых стандартов. Основные из них: международная метрическая система (СИ), европейская система ISO, американская система UN. В России используются следующие виды резьбы:
 Основной резьбой общемашиностроительного применения на сегодняшний день является резьба ISO 261, в совпадающих по всем размерам исполнения Метрической резьбой М, распространенной в Европе и в том числе в России и Унифицированной национальной резьбой UN, распространенной в США. На чертежах, метрическая резьба обозначается символом М указанием наружного диаметра в мм. Основной резьбой общемашиностроительного применения на сегодняшний день является резьба ISO 261, в совпадающих по всем размерам исполнения Метрической резьбой М, распространенной в Европе и в том числе в России и Унифицированной национальной резьбой UN, распространенной в США. На чертежах, метрическая резьба обозначается символом М указанием наружного диаметра в мм.Для соединений труб используют трубная резьба. Номинальным диаметром трубной резьбы, является внутренний диаметр трубы, на наружной поверхности которой нарезана резьба.
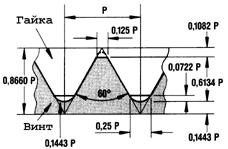
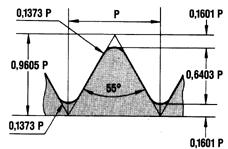 Трубная цилиндрическая резьба, имеет профиль с углом 55° с плоскосрезанными или закругленными вершинами и впадинами. На чертежах трубная цилиндрическая резьба обозначается буквой G с указанием внутреннего диаметра трубы в дюймах и является аналогом Дюймовой резьбы Витворда BSW и Британской стандартной трубной цилиндрической резьбы BSPT. Трубная цилиндрическая резьба, имеет профиль с углом 55° с плоскосрезанными или закругленными вершинами и впадинами. На чертежах трубная цилиндрическая резьба обозначается буквой G с указанием внутреннего диаметра трубы в дюймах и является аналогом Дюймовой резьбы Витворда BSW и Британской стандартной трубной цилиндрической резьбы BSPT.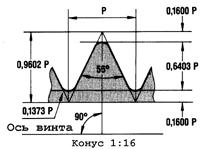 Трубная коническая резьба, имеет профиль с углом 55° с закругленными вершинами и впадинами. На чертежах трубная цилиндрическая резьба обозначается буквой R с указанием внутреннего диаметра трубы в дюймах и является аналогом Британской стандартной трубной конической резьбы BSPT. Трубная коническая резьба, имеет профиль с углом 55° с закругленными вершинами и впадинами. На чертежах трубная цилиндрическая резьба обозначается буквой R с указанием внутреннего диаметра трубы в дюймах и является аналогом Британской стандартной трубной конической резьбы BSPT.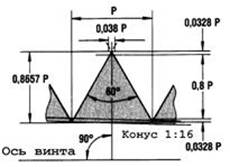 Коническая дюймовая резьба, имеет профиль с углом 60° с плоскосрезанными вершинами и впадинами и соответствует американской национальной трубной резьбе NPT. На чертежах трубная цилиндрическая резьба указывается внутренним диаметром трубы в дюймах, иногда с указанием NPT. Коническая дюймовая резьба, имеет профиль с углом 60° с плоскосрезанными вершинами и впадинами и соответствует американской национальной трубной резьбе NPT. На чертежах трубная цилиндрическая резьба указывается внутренним диаметром трубы в дюймах, иногда с указанием NPT.Отличие вышеупомянутых конусной резьбы от цилиндрической – нарезание резьбы под конус с деформацией витков, что позволяет создавать более плотные соединения без использования уплотнительных материалов, например льна. Конусность резьбы соответствует 1:16, что составляет 1° 47’24”.
Существует несколько способов формообразования резьбы:
Наиболее часто используемые методы резьбоформирования – накатка и обработка кромкой.
 Накатка резьбы – холодная обработка детали без снятия стружки с усилием превышающим предел текучести, что делает процесс необратимым. Резьба накаткой имеет ряд технических преимуществ, таких как: Накатка резьбы – холодная обработка детали без снятия стружки с усилием превышающим предел текучести, что делает процесс необратимым. Резьба накаткой имеет ряд технических преимуществ, таких как:
К недостаткам резьбы накаткой относится:
В этой связи, накатка резьбы применяется только в случаях больших объемах серийного производства.
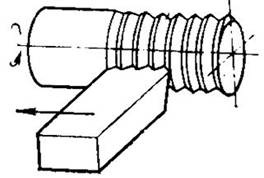 Обработка кромкой или винтовое точение – холодная обработка детали профильным резцом (гребенкой) со снятием стружки. Обработка кромкой отличается инструментом, применяемым при нарезке резьбы. Наиболее дешевый, более качественный и быстрый в отличие от нарезания резцом, не требующий кроме того специальных знаний и соответственно наиболее распространенный способ нанесения резьбы – нанесение резьбы гребенкой. Данный способ не требует высокой квалификации работника и сложных инструментов для нарезания резьбы. Обработка кромкой или винтовое точение – холодная обработка детали профильным резцом (гребенкой) со снятием стружки. Обработка кромкой отличается инструментом, применяемым при нарезке резьбы. Наиболее дешевый, более качественный и быстрый в отличие от нарезания резцом, не требующий кроме того специальных знаний и соответственно наиболее распространенный способ нанесения резьбы – нанесение резьбы гребенкой. Данный способ не требует высокой квалификации работника и сложных инструментов для нарезания резьбы.Резьбонарезные гребенки (плашки) различают по расположению и форме режущих и калибрующих зубьев гребенки:
Плашки используются как в ручных инструментах, так и в станках для нарезки резьбы.
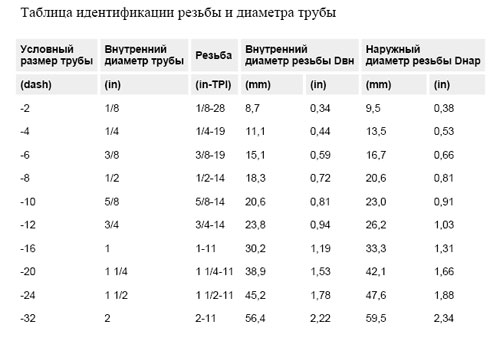
Диаметры труб Размер диаметра трубы и размер диаметра резьбы достаточно сильно отличаются. Вся размерная цепочка резьбонарезных инструментов REMS исходит из внутреннего диаметра трубы.
Немецкий завод РЕМС выпускает различные варианты профессионального оборудования для нарезки резьбы от простых ручных клуппов до станков для серийного производства.
В инструменте и станках РЕМС для нарезания резьбы используются электродвигатели, не требующих обслуживания. Компактные станки оснащены также труборезом и фаскоснимателем.
Специально продуманная конструкция станка позволяет нарезать любую резьбу, меняя только плашки без замены резьбонарезной головки. Легкие и надежные клуппы позволят нарезать резьбу в любых условиях, в том числе, при использовании специально разработанного удлинителя и в труднодоступных местах.
Для ручных электрических клуппов REMS разработал и запатентовал специальный держатель (Patent DE 3245894) обеспечивающий прочное закрепление инструмента при нарезке резьбы.
Один из самых важных секретов REMS в высококачественных и нашедших признание во всем мире плашках для резьбонарезного инструмента. Благодаря этому преимуществу инструменты REMS прочно обосновались на инструментальных полках профессионалов.
|